Pressing Details Into Sheet Metal

Homemade Sheet Metal Pressing Tool Sheet Metal Press Door Decor Youtube
Making A Sheet Metal Forming Press Die Test Youtube

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife

Sheet Metal Stamping 101 Part Ii

Sheet Metal Detail Tooling
Sheet Metal Forming
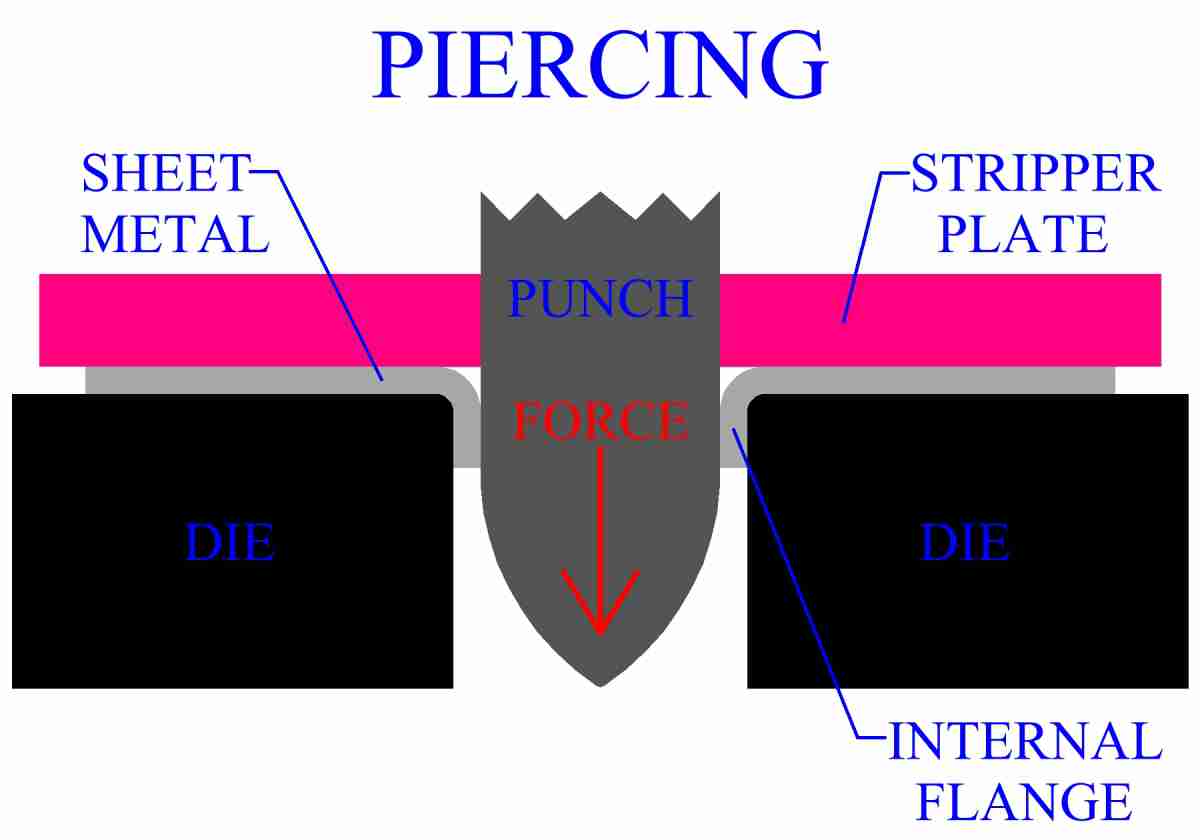
In both sheet metal is sunk or pressed into a die.
Pressing details into sheet metal.
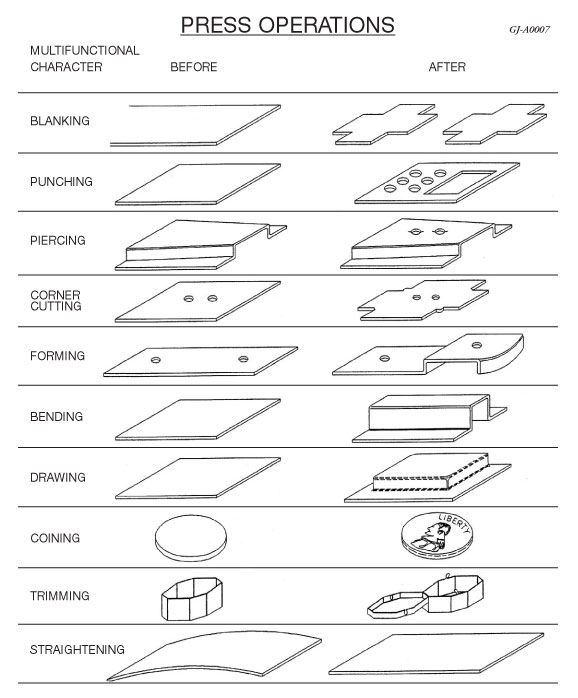
Press Operations The Heim Group

Sheet Metal Stamping 101 Part Iv
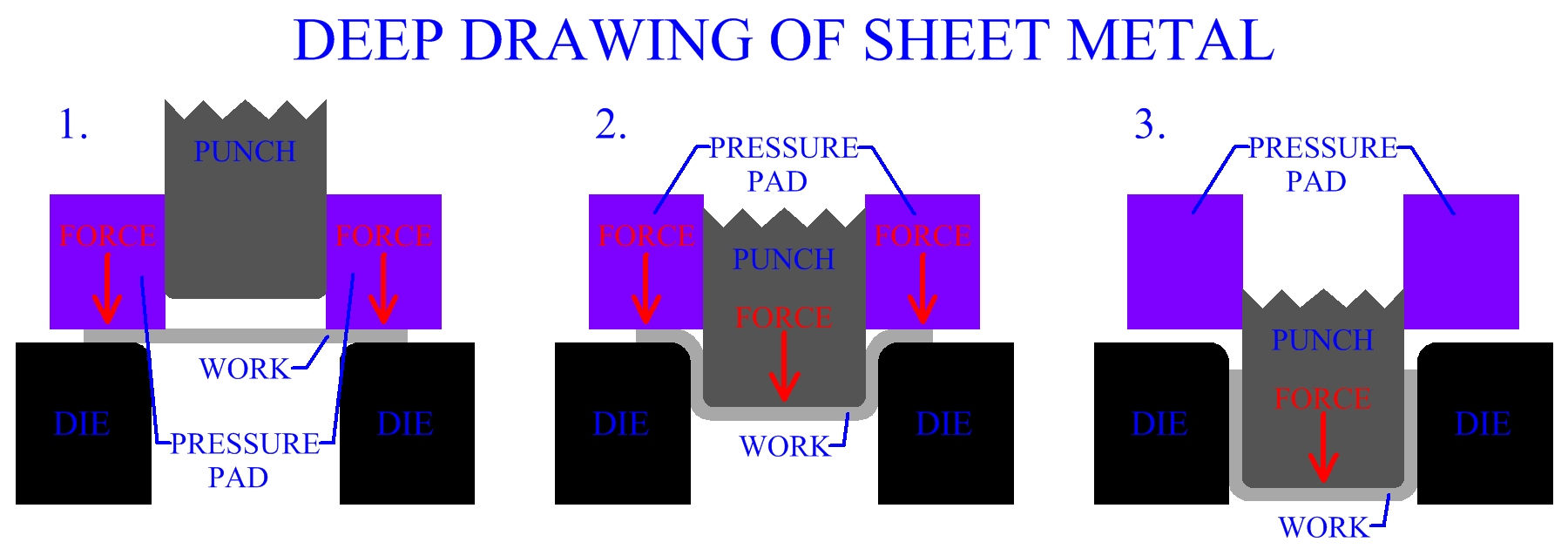
Deep Drawing Of Sheet Metal

Sheet Metal Productivity On The Edge Solid Edge Tutorial Cadalyst

Sheet Metal An Overview Sciencedirect Topics

Tips For Bending Sheet Metal Make It From Metal
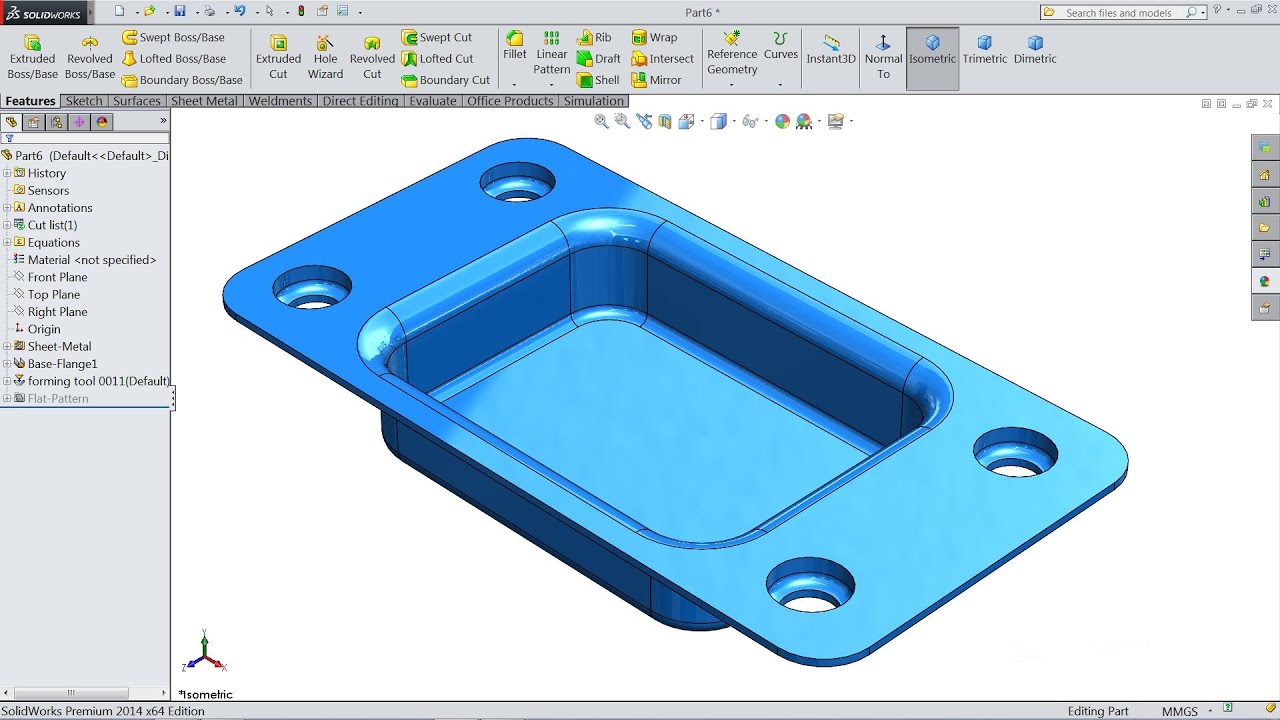
Solidworks Sheet Metal Tutorial Forming Tool Youtube

Stamping Also Known As Pressing Is The Process Of Placing Flat Sheet Metal In Either Blank Or Coil Form Into A Stamping Press Where A Tool And Die Surface For In 2020

How To Select A V Die Opening For Press Brake Bending Fabricating And Metalworking

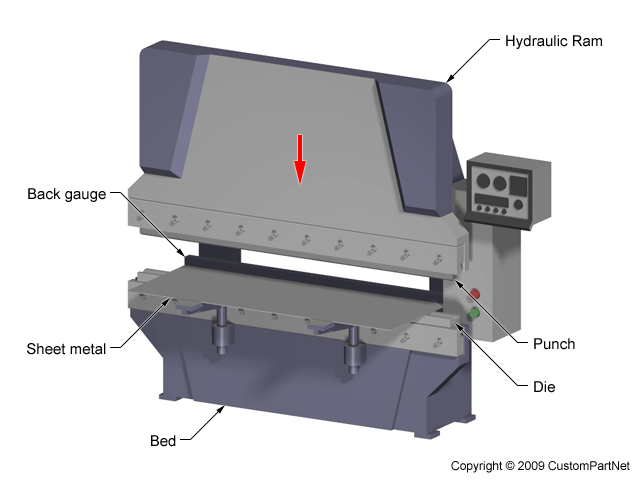
Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

Stainless Steel Sheet Metal Press Molds As Per Drawing Makine Muhendisligi Metal

Homemade Louver Punch And Die Set Custom Metal Fabrication Metal Projects Aluminum Sheet Metal

Amazing Tool How To Fold Sheet Metal Homemade Sheet Metal Press Tool Youtube

Sheet Metal Manufacturing The Definitive Guide Blog

What Is Cnc Punching

Details About 12 X 10 Gauge Sheet Metal Roller Slip Roll Rolling Metalworking Brass Steel Sheet Metal Roller Sheet Metal Fabrication Metal Bending Tools

Lowbuck Louver Press Metal Working Metal Working Tools Metal Shaping

Is A Press Brake Or Plate Roll The Right Tool For The Job
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctq81ootmhxnlr3lvpfm7d7xlzrlghmeu Tjjk6rosfowmtol6w Usqp Cau

Bp 3t Sheet Metal Forming Press P1150 Youtube

Deep Drawing An Overview Sciencedirect Topics
Sheet Metal Bending
How To Make A Diy Sheet Metal Brake Youtube

Die And Punch Assembly As Easy Of Sheet Metal Forming Techminy
Source : pinterest.com
